Powder Coating Articles
Choosing the Right Powder
Selecting the best powder coating for your application may seem straightforward; however, providing your powder supplier a detailed description of the coating performance needs for your parts will avoid headaches with the ultimate quality of your products.
Choosing the right powder coating is even more critical if you offer a warranty to your customers. The guidelines presented in this article are general in nature and allow you to understand the basic differences in performance among the most common powder coating types commercially available. Please note that no pot all powders are created equally.
Formulators fine tune products for specific requirements, so one polyester powder coating may not be equal in performance to another polyester powder. Be aware that in most cases you get what you pay for. Lower cost products probably have higher levels of low performance ingredients (e.g. fillers) and hence lower performance, so don’t always buy on cost.
Weather ability
The very first property to consider is whether the coating will be subjected to sunlight(see Table 1). Must the coating resist fading, chalking and color change when exposed to UV light? If you have a warranty, what does it state regarding the retention of color, gloss and coating integrity and for how long?
Table 1- Powder Types: Comparative Outdoor Durability
|
Powder Coating Chemistry |
Typical Outdoor Durability
(South Florida ) |
|---|---|
| Epoxy | 1 to 3 months |
| Hybrid (Epoxy-Polyester) | 2 to 6 month |
| Standard Polyester | 1 to 2 year |
|
Standard Polyurethane |
1 to 2 year |
|
Superdurable Polyester |
3 to 5 year |
|
Superdurable Polyurethane |
3 to 5 year |
|
Fluoropolymer Blend |
5 to 10 year |
|
Fluoropolymer |
10 to 20 year |
For most industrial applications, a standard polyester (TGIC- or HAA cured) will suffice. With this, chemistry you can expect reasonable color and gloss retention after a year or two of continuous outdoor exposure.
Polyesters serve the lawn equipment and entry-level outdoor furniture markets well. If a higher level of UV durability is required, “super-durable” polyesters may fit the bill. When properly formulated (with outdoor durable pigments), super durables provide excellent preservation of appearance for up to five years of outdoor exposure.
Higher durability requirements such as automotive exterior trim parts and commercial architectural applications usually require acrylic or Fluoropolymer-based powders, which can maintain color and gloss for 10 to 20+ years.
Corrosion Resistance
Corrosion resistance can be a critical property depending on where your product will be placed in use. ISO 12944-2 is a helpful guide to designate the range of atmospheric corrosion a product may encounter (see Table 2).
It divides the severity into six categories of both indoor and outdoor environments. Advising your powder supplier as to what type of corrosive environment your products will encounter helps them recommend not only the best powder chemistry, but also influences what type of metal cleaning and pre-treatment is needed to meet your requirements (see Figure 1).
Table 2- ISO 12944-2 Corrosivity Categories with Examples
| Category | Description | Exterior Examples | Interior Examples |
|---|---|---|---|
| C1 | Very Low | – | Heated buildings, Offices, etc. |
| C2 | Low | Rural area, little or no pollution | Unheated buildings (condensation) |
| C3 | Medium | Urban and industrial areas, some pollution, non-salty coastal | Productions room with high humidity and some pollution .e .g. laundries and food processing, etc. |
| C4 | High | Industrial areas and coastal areas with moderate salinity | Chemical plants, swimming pools, etc. |
| C5 – 1 | Very High – Industrial | Industrial areas with high pollution | – |
| C5 – M | Very High – Marine | High salinity coastal areas | – |
Powder coatings typically have relatively good corrosion resistance as a one-coat compared to most liquid paint counterparts. That being said, not only is it crucial to ensure that you utilize high-quality substrate and pre-treatment, but it is also wise to consider using a two-coat system for extremely corrosive environments.
The marriage of a high-quality epoxy primer with a tough, UV durable topcoat can provide the best of both worlds. Epoxies offer the very best corrosion resistance, but invariably degrade and eventually erode when exposed to sunlight. Hence, they perform well in indoor environments or when applied to substrates that will be buried (e.g. rebar and some pipelines).
Hybrids and polyurethanes generally provide very good resistance to corrosion over high-quality pretreated substrates. Polyurethanes have the added advantage of good UV durability and can meet the requirements of some moderate coastal environments (e.g. ISO 12944-2 C3). Polyesters deliver good corrosion resistance performance for non-demanding industrial applications such as lawn and garden and entry-level architectural products (e.g., screen doors).
Figure1- Typical Corrosion Resistance of Powder Coating Type
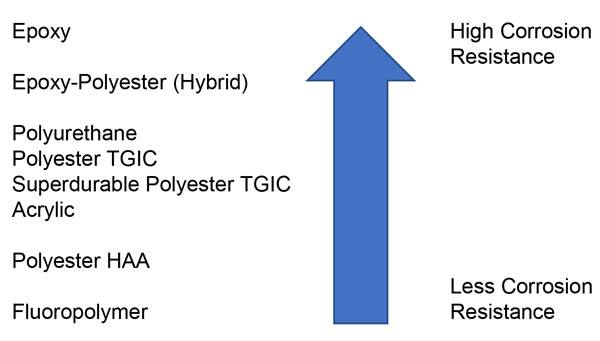
Figure2- Typical Chemical/Stain Resistance of Powder Coating Types

Chemical and stain resistance
Chemical and stain resistance are important criteria to consider when choosing a powder coating (see Figure 2). Resistance to cleaners, disinfectants and polishing compounds is an obvious need for most coatings. In addition, more specific requirements such as resistance to fingerprints, food products, lubricating oils, sealants, solvents, mortars, fuels and, hydraulic fluids may be a coating requirement. Communicating these properties to your coating supplier will help hone in on a powder that will perform acceptably in the field.
Epoxies and polyurethanes are your best bet for applications that have demanding stain and chemical resistance requirements. In addition, fluoropolymers possess excellent chemical resistance, albeit at a rather high price.
Acrylics also exhibit very good chemical resistance, especially for automotive-related products such as gasoline, motor oils and, hydraulic fluids. Polyesters can be considered general purpose coatings for low to moderate exposure to chemicals, some food products and, cleaning agents.


The use of ASTM D4587 Standard Practice for Fluorescent UV Condensation, commonly accomplished with a QUV Accelerated Weathering Tester, is a good lab procedure to determine outdoor durability
Mechanical Properties
A durable surface is needed for coated products which will experience repeated use. Surface roughness can be characterized as hardness; and/or abrasion, scuff and, scratch resistance.
These properties are slightly different, so setting a specification can be a challenge. Coating hardness helps provide a tough surface; however, hardness alone may not be enough to meet the requirement. Sometimes surface slip or a low coefficient of friction is needed as well. Coating formulators can supply a powder that gives a slippery surface, and this may be the answer.
Mechanical flexibility is a key property, especially if you have any rigorous post-coating assembly steps. If your coated parts will undergo further forming or an intense fastening process, it is important to use a powder with excellent flexibility.
Typically epoxies, hybrids (epoxy-polyester) and, most polyesters exhibit excellent flexibility and impact resistance. Acrylics, super durable polyesters and, many dead matte coatings are relatively brittle and may not be the first choice for mechanical flexibility.
Appearance
Appearance properties, of course, are critical for most applications. Color is created by the pigments formulated into a powder coating. It is important to specify the lighting conditions your product will experience as coatings can appear a perfect match under one illumination source, but not under another. For example, coatings may match in a fluorescent office, environment, but may look different under natural sunlight. This is due to the reflectivity and light absorption of the pigments in the formula.
Therefore, it is essential to inform your powder supplier about these lighting conditions.
Gloss is an important appearance characteristic and should be specified not only generically as high, low, semi-gloss or, matte; but should be described as a specular gloss range (see Table 3). This can be measured using a gloss meter, which can be obtained from a number of instrument suppliers (please see Auxiliary Equipment under Members at www.powdercoating.org).
These devices can measure gloss at two or three different angles depending on the instrument. Specular gloss is measured in gloss units (GU) and not as a percentage as many people think. A gloss specification should be a range (e.g. +/- 3 GU) to be practical.
Table 3- Specular Gloss Ranges
| Angle to Measure | Range | Gloss |
|---|---|---|
| 20° & °60 | GU > 70 | High, Glossy |
| 60° | 10 – 70 GU | Semi-Gloss |
| 85° | < 10 GU | Flat, Matte |
Check the Specs
Although it may not be possible in all cases, providing a specification to your supplier is the ideal way to communicate the coating performance requirements for your products. A specification should include only the most critical performance requirements for the coating(s). Paramount are color, gloss, cleanliness and, smoothness. Durability specifications should be tailored to the performance required by your ultimate customers and can include properties such as impact resistance, solvent/stain resistance, hardness and, UV resistance.
By defining the exact coating performance required, a specification fulfills two essential objectives. First, it allows a coating supplier to qualify their powder coating(s) for use on your products, and second, it serves as an ongoing roadmap for every powder coating shipped to your facility. After a powder coating is qualified per your coating specification, you can require a supplier to complete a Certificate of Conformance for every batch of material shipped to you. This provides a traceable record that ensures the ongoing quality of the coatings applied to your products.
Finally, you need to consider the ultimate cost of the powders that meet your needs. Cost is not just price per pound, but how much coverage a pound of powder delivers. Therefore, it is essential to compare the specific gravity of candidate powder coatings – higher specific gravity equals less coverage per pound. So, focus on the cost per coverage instead of just the cost per pound. (See PCI’s Coatings Comparison Calculator at http://calculator.powdercoating.org/ under Resources.)
by Kevin Biller, technical editor of Powder Coated Tough and president of The Powder Coating Research Group
Reference:
https://www.powdercoatedtough.com/News/ID/5091/Technology-Interchange–Choosing-the-Right-Powder