Powder Coating Articles
An overview of Fumed Silica and Fumed Alumina
Metal oxides such as silicon dioxide (SiO2), which is found in abundance in nature and is widely used in glass, tile, cement, industries etc., and aluminum oxide (Al2O3), which is extracted from corundum ore, both during the physical and chemical purification process is purified over 90% and during the process is converted to fumed silica and fumed alumina, respectively.
In the process of producing fumed silica, silicon tetrachloride liquid is decomposed in the form of SiO2 foam and hydrochloric acid at temperatures above 1500 to 2000°C.
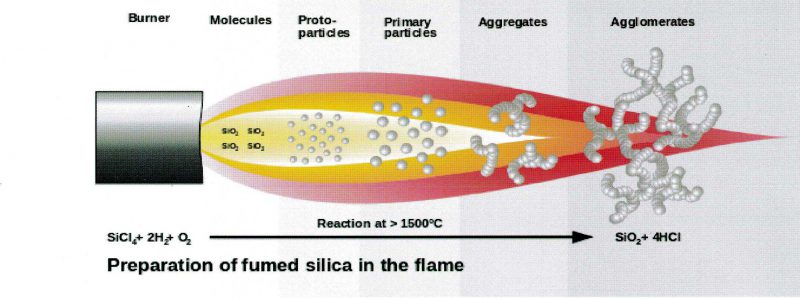
Fumed silica particles are formed with a diameter of 7 to 40 nm. The shape and morphology of these particles will be highly dependent on the flame temperature and the injection rate of silicon tetrachloride liquid and the pH of the flame plasma environment.
The specific surface area of these particles is measured between 90 and 380 m2/g by BET method.
In the above method of production of fumed silica, the produced particles are mainly hydrophilic. By blocking hydroxyl groups and by optimization and due to the removal or blocking of hydroxyl groups, its surface becomes hydrophobic.

Applications:
Fumed silica
Hydrophilic: regulates rheology and viscosity, reduces sagging in non-polar liquid paints, strengthens silicone elastomers, thickens non-polar liquids, prevents blocking and facilitates the movement of powder particles in the powder paint.
Hydrophobic: regulates rheology and viscosity, reduces sagging in polar paints, thickens polar liquids, increases the scratch resistance in the final film, creates hydrophobic properties on the surface, prevents blocking and facilitates the movement of powder in industries such as fire extinguishing powders, food and etc.
Fumed alumina
Prevents blocking and facilitates the movement of powder in materials such as powder coatings, food, inkjet printers equipped with inks and etc.
Properties:
- Increase resistance in silicone elastomers.
- Increasing the chargeability of powder paints by Tribo method.§ Reducing the effect of the Faraday cage in the corona method of spraying powder paints.
- Increasing viscosity and flow control in clear powder coats as well as liquid paints.
Comparison in powder coatings:
Although both fumed alumina and fumed silica are used for similar purposes to prevent blocking, their applications and performance differ, which will be mentioned as follow.
- Consumption rate: Consumption rate of fumed alumina in powder coating is about 0.05% and fumed silica consumption is about 0.15%.2.
- Time of use: In using fumed alumina, it can be added to the powder after grinding and before sieving to prevent the loss of additive, but for using fumed silica, it must be added to the material before grinding. It is obvious that a large part of fumed silica goes to the mill filter bag and practically makes it difficult to recycle the powder bag filter.
- Quality: The fluidity created by fumed alumina is much more than fumed silica.
- Chargeability: The chargeability of fumed alumina is much higher and has an effective role in reducing the effect of Faraday cage in Corona method.
- Water absorption: water absorption property is higher in fumed silica; therefore, it causes problems in areas with high humidity.
- UV resistance: UV resistance property of fumed alumina is better so for outdoor coatings, it is recommended to use fumed alumina.
Hydrophobic types of fumed silica in ready-to-use powder milling stage powder coatings due to high molecular weight and special surface and surface effects are not useful, but can be mixed with other raw materials in the premix stage by 0.1 % and it can facilitate powder transfer in pipes to the extruder and simplify cleaning and coating change in the pre-mixer and transfer pipes.
Chekad supplies fumed alumina and fumed silica from Letop Company.
Compiled by: Chekad Group