مقالات رنگ پودری
از جو پادر بپرسید-اول
جو پادر به سوالات خوانندگان در مورد پروسه و فرآیند رنگ پودری پاسخ می دهد.

موضوعات این مقاله:
بهترین آستر رنگ پودری برای محیط خارجی:
عصر بخیر جو! من سوالی در مورد رنگ پودری داشتم، بهترین آستر رنگ پودری برای استفاده به عنوان یک رنگ پایه برای ریل های فلزی مناسب بیرونی چیست؟
همچنین ما از رنگ مشکی براق، به عنوان پوشش رویی و از زینک غنی شده به عنوان پایه استفاده کردیم اما رنگ رویی و آستر زینک شروع به پوسته پوسته شدن کرد.
با تشکر
جوئل منچاکا ، هیوستون
پاسخ:
صبح بخیر جوئل-این سوال مهمی بنظر می آید، استفاده از زینک غنی شده به عنوان پوشش پایه، مادامی که به درستی استفاده شود خوب است. لطفا مطمئن شوید که سطح ریل های آهنی قبل از اعمال آستر، به طور صحیح آماده سازی شده باشد. منظور از آماده سازی مناسب این است که ابتدا روغن و ذرات خاک و شن را به خوبی از سطح فلز پاک کرده و سپس سطح فلز را برای حداکثر چسبندگی آستر آماده کنید.
سطح مورد نظر را میتوان با استفاده از دستمال و حلال های پاک کننده (مثل استون یا حلال های قلیایی)٬ از روغن و ذرات خاک و شن پاک کرده و سپس سطح را با آب به خوبی شست و شو دهید. گام بعدی پرداخت سطح مورد نظر به روش سندبلاست یا هر واسطه دیگری می باشد٬ و یا پرداخت سطح فلز به روش شیمیایی با استفاده از محلول های فسفاته آهن یا زیرکونیوم/سیلان ها میباشد.
مرحله نهایی٬ آماده سازی سطح با آب یونیزه شده یا آب تهیه شده به روش اسمز معکوس میباشد تا از چسبندگی حداکثری پرایمر به سطح، اطمینان حاصل شود. بعد از پاشش پرایمر به سطح، توصیه میشود که لایه تاپ کوت را پیش از این که پرایمر کاملا کیور و سخت شود٬ روی لایه پرایمر پاشیده تا بالاترین حد چسبندگی بین لایه پرایمر و تاپ کوت ایجاد گردد. بنابراین میتوان با کاهش زمان پخت به میزان ۵۰% و پاشش لایه تاپ کوت٬ مراحل را تکمیل کرده و لایه تاپ کوت را دقیقا بر اساس توصیه تولید کننده رنگ پودری که همراه با برگه فنی رنگ به شما ارایه میشود تکمیل کنید.
چنانچه بعد از انجام موارد بالا هنوز مشکل چسبندگی لایه ها را داشتید، به شما پیشنهاد میکنم که از پرایمر بدون روی استفاده کنید، چرا که آن ها به خوبی روی غنی شده (زینک ریچ) عمل می کنند و اسپری و پاشش آن ها به مراتب آسانتر است، علاوه بر این به طرز چشم گیری پوشش بیشتری از هر کیلوگرم پودر می گیرند٬ زیرا وزن مخصوص یک آستر بدون روی، به طرز قابل ملاحظه ای پایین تر از مواد زینک ریچ می باشد، ما در آزمایشگاه مشاهده کردیم که آسترهای جدید بدون روی، مقاومت عالی در مقابل خوردگی دارند. پس به یاد داشته باشید جهت دستیابی به نهایت چسبندگی بین لایه ها، تمیز بودن و پرداختکاری سطح فلز بسیار اهمیت دارد. آستری که به میزان محدود کیور شده باشد، برای بهینه سازی چسبندگی بینابین مهم و اساسی است.
شیری شدن رنگ در کوره های تک مرحله ای:
جوی عزیز!
ما هنگام کیور کردن ورق های پروفیل با کوره های تک مرحله ای به مشکل شیری شدن رنگ مواجه میشویم. در حالی که هنگام کار با همین پودر با همان رنگ پودری کوره که دارای خط نقاله هست به همچین مشکلی برخورد نمیکنیم، فروشنده ی رنگ پودری به ما گفته است که پودر را مجددا با آنتی اکسیدان فرموله کرده است، اما به هر صورت هیچ پیشرفتی در نمونه ی بهبود یافته مشاهده نشده است. دلیل ریشه ای اتفاق فوق چه میتواند باشد؟ پودر فوق، براق و سفید برای استفاده در فضای باز در سیستم های TGIC می باشد.
با تشکر
لی، هوا گو، سنگاپور
پاسخ:
سلام لی، ممنون از پرسش شما این مشکل باید برای شما طاقت فرسا باشد. نظرات و سوالات من به شرح زیر است:
تا چه حد در سیستم کوره تک مرحله ای (batch oven) خروج گاز ها به خوبی انجام میگردد؟ زمانی که در کوره را باز می کنید، آیا ابری از غبار مشاهده می کنید؟
اگر خروج گاز های تولیدی به هنگام پخت رنگ پودری به خوبی صورت نگیرد، محصول فرعی یا پسماند جانبی احتراق ممکن است تدریجا در کوره انباشته شود، علاوه بر این درصد ناچیزی (۰/۵% تا %۱) از تمامی رنگ های پودری در دمای بالا تغییر ماهیت خواهند داد.
یک احتمال دیگر به حالت BLOOMING معروف است، برخی رنگ های پودری پلی استر در شرایط پخت خاص، یک لایه فیلم شیری رنگی ایجاد می کند، این اتفاق معمولا به هنگام پخت رنگ پودری در دمای پایین و مدت زمان طولانی ( ۱۵۰ درجه سانتیگراد یا پایین تر) رخ می دهد. در این مورد میتوان با افزایش ۱۰ تا ۱۵ درجه سانتیگراد مشکل را حل کرد.
استفاده از آنتی اکسیدان معمولا به رفع این مشکل کمکی نمیکند. از آنتی اکسیدان ها برای به حداقل رساندن تغییر رنگ ناشی از تجزیه پلیمری استفاده می شود. لطفا در صورتی که هر یک از روش ها کمکی کرد مرا در جریان بگذارید .
Back ionization چیست؟
سلام جو!
یک مشتری مشکل BACK IONIZATION را در هنگام مخلوط کردن پلیمر های پایه فلوئوری با رزین اکریلیک را گزارش داده اند. می توانید برایم BACK IONIZATION را شرح دهید؟
باتشکر
دکتر اچ، وانگ، اکستون، پنسیلوانیا
پاسخ:
سلام دکتر وانگ – BACK IONIZATION -این پدیده زمانی اتفاق می افتد که بار الکتریکی مضاعف باعث ضخامت لایه رنگ میشود. این پدیده معمولا، زمانی رخ میدهد که یا سیم تخلیه بار الکتریکی (سیم ارث) به خوبی عمل نمیکند یا رنگ پودری روی سطوح نیمه عایق پاشیده میشود. این حالت عایق بودن، میتواند ناشی از پوشش قبلی، مانند آستر باشد.
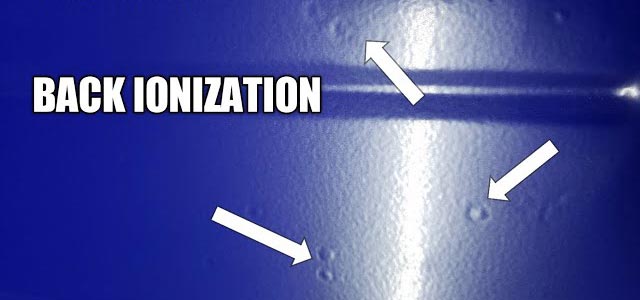
همچنین زمانی که کسی سعی میکند که پوششی را با ضخامت خیلی بالا در مدت زمان کوتاه بپاشد این پدیده به دلیل اینکه بارهای الکتریکی زمان کافی جهت خارج شدن و محو شدن ندارند، دیده میشود.
همچنین لازم به ذکر است که رنگ های پودری مختلف، در رابطه با جذب و محو کردن بار الکتریکی رفتارهای مختلفی از خود نشان میدهند که این امر ممکن است ناشی از ضریب دی الکتریک رزین ها و تاثیر رنگ دانه ها و خاصیت خنثی بودن فیلرهای مصرفی در فرمولاسیون رنگ پودری باشد.
مرجع:
Joe Powder, Polymers Paint Colour Journal, Ask Joe Powder, VOL208-NO. 4647, December 2018.